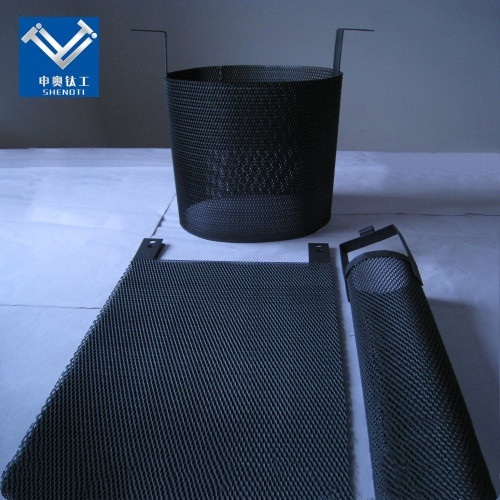
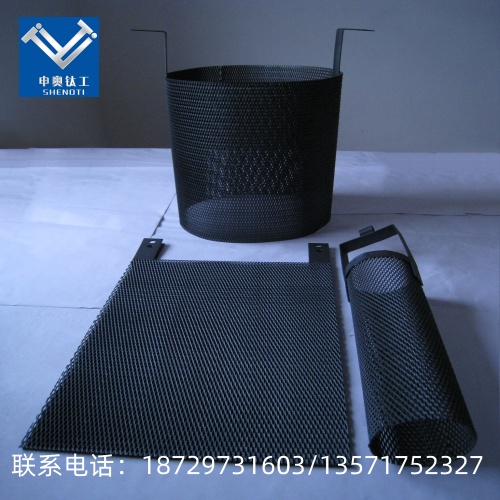
氨氮废水处理用钛阳极是用于电化学氧化工艺的功能性阳极材料,以工业纯钛为基体,表面涂覆铱钽、铱锡、钌铱等贵金属氧化物催化层,用于高浓度氨氮废水、工业废水、垃圾渗滤液及养殖废水等处理系统。
在电解过程中,钛阳极能够产生强氧化能力的活性物质,将废水中的氨氮逐步氧化分解,降低氨氮浓度,减少二次污染风险。相比传统化学药剂处理方式,电化学法设备紧凑、自动化程度高、运行稳定等特点。
氨氮废水处理用钛阳极广泛用于化工、电镀、制药、印染、垃圾渗滤液处理及市政污水深度处理等领域,是电化学废水处理设备的重要组成部分
产品参数
|
项目 |
参数 |
|
产品名称 |
氨氮废水处理用钛阳极 |
|
基体材料 |
TA1 / TA2工业纯钛 |
|
涂层类型 |
铱钽、铱锡、钌铱等 |
|
钛基厚度 |
1mm-5mm |
|
阳极形式 |
板式、网式、管式、棒式 |
|
工作电流密度 |
200-3000A/㎡ |
|
工作温度 |
≤80℃ |
|
PH适用范围 |
1-14 |
|
涂层寿命 |
根据工况设计 |
|
制作尺寸 |
按图纸加工定制 |
氨氮废水处理用钛阳极工作原理
氨氮废水处理用钛阳极采用电化学氧化技术进行处理。在外加电流作用下,阳极表面生成羟基自由基、活性氯及其他氧化性物质。
这些活性组分与废水中的氨氮发生氧化反应,将氨氮逐步转化为氮气、亚硝酸盐或硝酸盐,实现废水净化目的。
主要反应过程包括:
氨氮氧化反应
间接氧化反应
活性氯氧化反应
深度矿化反应
适用于高浓度氨氮废水处理及难降解有机物协同去除。
产品优势
适用于高氨氮废水处理
能够应用于氨氮浓度较高的工业废水处理工况,提高系统处理能力。
实现连续运行
适用于自动化电解设备及连续流废水处理系统。
适配多种电解设备
根据设备结构设计不同规格的板式、网式及管式钛阳极。
工艺兼容性强
可与生化法、膜处理、混凝沉淀等工艺组合使用。
降低药剂投加量
电化学处理过程中可减少部分化学药剂使用,提高系统运行稳定性。
应用领域
化工废水处理
用于化肥、农药、煤化工等行业产生的高氨氮废水处理。
电镀废水处理
适用于含氨络合物废水及重金属废水协同处理。
制药废水处理
用于医药中间体及制药生产过程中产生的含氨氮废水处理。
垃圾渗滤液处理
应用于垃圾填埋场渗滤液深度处理系统,提高氨氮去除效率。
养殖废水处理
适用于畜禽养殖及水产养殖废水中的氨氮去除。
市政污水深度处理
作为深度处理单元,用于降低出水氨氮指标。



